


A San Francisco Circuits, especialista no fabrico e produção de PCB, discute a fiabilidade dos conectores press-fit e o impacto da tensão mecânica em projectos de PCB de alta densidade.
Os conectores press-fit são amplamente utilizados em montagens de PCB de alta densidade em aplicações como infraestrutura 5G, veículos elétricos, aeroespacial e dispositivos médicos. Permitem uma elevada contagem de E/S, evitando riscos térmicos durante a montagem.
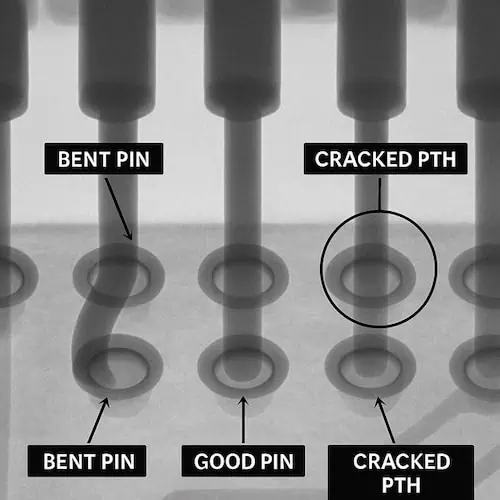
No entanto, a inserção press-fit introduz tensão mecânica na PCB. Como a tecnologia press-fit depende de um ajuste por interferência, em que os pinos do conetor são pressionados em Plated Through-Holes (PTHs) com folga quase nula, o processo de inserção pode causar flexão localizada da PCB. Se esta tensão não for devidamente controlada, pode resultar em defeitos latentes, tais como juntas de solda rachadas, barris de PTH fracturados ou pinos de conetor deformados. Estes problemas escapam frequentemente à deteção durante o fabrico e só aparecem mais tarde no terreno, levando a falhas do sistema ou a recolhas dispendiosas.
São utilizados dois tipos principais de pinos press-fit: pinos sólidos, que têm uma zona de prensagem rígida, e pinos compatíveis, que incluem uma zona de prensagem elástica concebida para acomodar alguma flexibilidade durante a inserção. Dependendo da densidade, das considerações térmicas e dos requisitos de montagem, ambos os tipos de pinos podem ser utilizados em configurações com ou sem solda.
A gestão eficaz da tensão é fundamental para a fiabilidade do press-fit. Factores como a espessura da placa de circuito impresso, empilhamentos assimétricos e a utilização de materiais laminados avançados ou exóticos podem aumentar significativamente os níveis de tensão e a probabilidade de danos durante a inserção.
Para reduzir o risco, as melhores práticas incluem seguir as especificações OEM do conetor para as dimensões do furo, revestimento e empilhamento de PCB. Devem ser utilizadas ferramentas de inserção controlada e deve ser mantida uma folga adequada em torno dos locais de encaixe por pressão. Também deve ser evitada a soldadura ou estanhagem de zonas de encaixe por pressão compatíveis. Podem ser utilizados métodos de inspeção avançados, como a radiografia ou a tomografia computorizada, juntamente com testes de força de retenção mecânica, para identificar defeitos ocultos antes de os produtos entrarem em serviço.




