
Commercial Drones
Discover cutting-edge solutions from 31 leading global suppliers
Ultrasonic testing (UT) methods are widely used on materials like concrete, steel, ceramics, and glass to accurately identify defects without harming the object or endangering the operator.
Voliro provides innovative solutions for inspections, such as the Voliro T drone, to significantly reduce inspection time and costs. By eliminating the need for traditional access methods, they minimize asset downtime while enhancing safety.
Equipped with a high-temperature UT probe, these drones can safely inspect assets previously considered inaccessible, including flare stacks, chimneys, boilers, scrubbers, and heat exchange piping.
What is Ultrasonic Testing?
Ultrasonic testing is a non-destructive testing (NDT) technique that employs high-frequency sound waves to assess material properties and perform dimensional measurements.
By evaluating the trajectory and timing of ultrasonic pulses as they penetrate a test object, surface flaws and internal irregularities such as fractures, cavities, or fiber debonding can be detected. This method is sensitive enough to identify defects as small as half the wavelength of the sound wave, making it effective for spotting cracks, voids, inclusions, and corrosion in their early stages.
Another key advantage is its adaptability. Ultrasonic testing is suitable for metals, polymers, plastics, ceramics, fiberglass, and glass but is less effective on foam, rubber, and some acoustically transparent composites.
How Does Ultrasonic Testing Work?
A typical ultrasonic testing setup includes three main components: a pulser/receiver, a transducer, and a display. The pulser generates high-voltage electrical power, stimulating the transducer to emit short sound waves between 0.1 and 15 MHz—frequencies beyond human and most animal hearing.
These sound waves travel directionally from a probe, reflect off the test object or any defects, and transmit back as signals. The transducer converts these signals into electrical impulses, which are displayed as graphs.
Standard graph readings include:
- No defect detected: Two uniform waves appear, representing the initial pulse and the back wall reflection.
- Defect detected: An additional wave appears between the initial pulse and the back wall signal, indicating the reflection from a flaw.
By analyzing wave travel time and velocity, inspectors can pinpoint a defect’s location, size, orientation, and shape with precision.
Advancements in technology are driving automation in ultrasonic testing. For example, drones equipped with UT probes can inspect hard-to-reach areas, while artificial intelligence enhances data analysis, enabling more reliable conclusions.
Where is Ultrasonic Non-Destructive Testing Used?
As a non-destructive method, ultrasonic testing is ideal for inspecting large industrial assets such as flare stacks, wind turbines, storage tanks, pipes, and welds. These inspections can often be completed in a few hours with minimal disruption.
Regular ultrasonic testing plays a vital role in various security certifications and protocols, including:
- ISO 11666:2010 and 2011: Weld testing guidelines.
- API RP 2I: In-service inspection of mooring hardware.
- API 5L: Standards for line piping.
In addition to these, ultrasonic testing is widely used for asset condition assessments across numerous industries.
Applications of Ultrasonic Non-Destructive Testing
- Industries: Aerospace, automotive, electronics and battery, metals and casting, oil and gas, power generation, construction, and chemical.
- Defect Types: Cracks, corrosion, voids, porosity, debonds, inclusions, fractures, holes, lack of fusion, and honeycombing.
- Assets: Flare stacks, wind turbines, large storage tanks, tubes and pipes, welds, joints, heavy machinery, and shafts.
The frequency of ultrasonic inspections depends on factors such as material type, environmental exposure (e.g., temperature, pressure, humidity), age, local standards, and manufacturer guidelines.
General inspection timelines include:
- Steel and aluminum DOT cylinders: Every 5-10 years (U.S. Department of Transportation guidelines).
- Wind blades: Every 5 years during the warranty period, then every 6-12 months if prior damage is detected.
- Storage tanks: Every 5 years if corrosion rates are unknown (API 653).
- Pressure vessels: Every 10 years or at three-quarters of the remaining corrosion rate life (API 510).
- Pipes and tubes: Every 5-10 years, depending on the pipe class (API 570).
- Welds: Before and after the welding process, as soon as the weld cools (API 577).
More frequent inspections are recommended as assets age to extend their lifespan and prevent unexpected failures.
Ultrasonic Inspection Process Overview
Ultrasonic inspection requires skilled technicians and certified equipment. Tests can be conducted on in-use assets if secure access is available. The process runs as follows:
- Prepare scaffolding to access the test area (if necessary).
- Clean the surface to remove dirt or coatings that interfere with readings.
- Select the appropriate probe based on the material and testing goals.
- Send a pulse through a calibration block to verify equipment functionality.
- Calibrate parameters for the specific material.
- Apply a coupling agent (gel, water, or oil) to the test area.
- Slide the transducer across the surface while monitoring graphs for changes.
Upon completion, technicians document asset details, test results, inspection dates, and any procedural deviations.
Recommended Ultrasonic Testing Equipment
Ultrasonic testing can be performed manually, mechanically, or automatically. Basic tools include a pulser/receiver, transducer, display, and coupling agent. Additional equipment may include calibration blocks, cables, data analysis software, and drones.
Ultrasonic Transducers
Transducers, equipped with piezoelectric elements, convert electrical energy into sound waves and back. Transducers can be handheld or mounted on drones like Voliro single-element ultrasonic probe. They come in various sizes and types:
- Single-element, straight-beam probes: Standard and suitable for coated surfaces.
- Dual-element probes: Measure wall thickness using a V-shaped sound path.
- Angle beam probes: Inspect welds at specific angles (e.g., 45°, 60°, 70°).
Other ultrasonic testing equipment includes Ultrasonic Flaw Detectors, Electromagnetic acoustic transducers (EMATs), ultrasonic thickness testing tools, and phased array scanners.
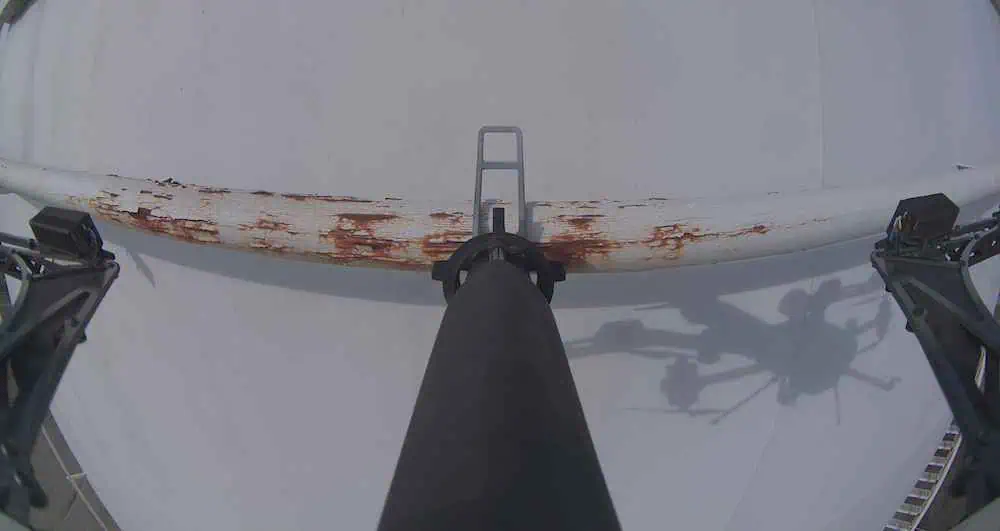
First-person view in a drone-based acoustic emission test with Voliro T.Source: Voliro.
Voliro Drones for Ultrasonic Testing
Drones have revolutionized ultrasonic testing by providing safe and efficient access to remote or hard-to-reach areas. With operators firmly on the ground, these advanced tools allow for precise defect detection, asset dimension measurement, and thickness evaluation without the need for scaffolding or lifting equipment.
In a recent case study, a Voliro T drone outfitted with a UT payload demonstrated its capabilities by inspecting low-oxygen stainless steel storage tanks, removing the need for personnel to enter confined spaces. Thanks to its unique force vectoring capabilities, the drone applies up to 3 kg of pressure on surfaces, enabling highly accurate sensor readings. Large tank inspections, for example, can now be completed in as little as three hours.
The streamlined process reduces the requirement for additional personnel, protective measures, and scaffolding, cutting inspection costs by up to 50%.
Voliro’s inspection drones also expand the scope of ultrasonic testing. Standard UT probes measure material thickness between 4–150 mm, while the high-temperature UT probe operates effectively at temperatures up to 260°C, eliminating the need to cool assets during inspection. With omnidirectional flight capabilities, Voliro drones ensure that ultrasonic testing can be conducted virtually anywhere, no matter the height, depth, or confinement of the inspection area.
Read the original article >>